
 電話:13283506666
電話:13283506666 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區





 當前位置:
當前位置:
環形鍛件無損探傷檢測標準 常見缺陷如何規避
環形鍛件作為重工、風電、壓力容器、礦山機械的關鍵承壓承重部件,內部一旦存在裂紋、夾雜、疏松、縮孔、偏析等隱性缺陷,在高壓、交變載荷、高溫工況下極易突發失效,引發設備故障甚至安全事故。無損探傷是環形鍛件出廠前必不可少的質檢環節,無需破壞工件本體,即可精準檢測內部與表面隱蔽缺陷。掌握環形鍛件通用無損探傷檢測標準,認清常見缺陷產生原因,從工藝源頭做好規避控制,是鍛造廠家品質管控、采購方驗收把關的必備專業內容。
環形鍛件主流無損探傷方式分為超聲波探傷 UT、磁粉探傷 MT兩大類別,部分高端產品增加滲透探傷 PT。超聲波探傷主要檢測鍛件內部缺陷,如內部裂紋、中心疏松、縮孔殘余、非金屬夾雜、層狀偏析等;磁粉探傷主要檢測表面及近表面缺陷,如表面微裂紋、折疊、起皮、鍛造裂紋、熱處理延遲裂紋;滲透探傷多用于不銹鋼、非磁性環形鍛件的表面細微裂紋檢測。

環形鍛件通用探傷執行標準以國標 GB/T 6402、JB/T 4730 為基礎,風電、壓力容器等特種設備環件執行更高等級驗收標準。按缺陷大小、數量、分布位置分為 Ⅰ 級、Ⅱ 級、Ⅲ 級等級別,高端風電、壓力容器環形鍛件一般要求達到Ⅰ 級或 Ⅱ 級合格,不允許存在連續性夾雜、密集型缺陷、徑向裂紋、橫向裂紋等危害性缺陷。探傷覆蓋范圍要求整圈 100% 掃查,端面、內外徑、壁厚全截面無盲區檢測,確保無漏檢、無死角。
環形鍛件生產中常見缺陷主要有以下幾類:第一,內部疏松縮孔。多由鋼錠本身冶煉質量差、冒口切除不足、鍛造壓下量不夠造成,中心位置殘留疏松孔洞,后期承壓易擴展開裂。第二,非金屬夾雜。冶煉過程脫氧不干凈、爐渣卷入、雜質元素偏高,形成點狀、條狀夾雜,割裂金屬基體連續性,降低強度與韌性。第三,鍛造裂紋。加熱不均、終鍛溫度偏低、鍛造變形量過大、裝料不當,產生徑向、周向微裂紋。第四,折疊起皮。鍛造碾環過程金屬流動不合理、毛坯下料毛刺未清理,表層金屬折疊壓入內部,形成隱蔽缺陷。第五,熱處理延遲裂紋。厚壁環件淬火冷卻過快、殘余應力過大,放置過程自發產生內部裂紋。

想要有效規避以上缺陷,要從原料、加熱、鍛造、熱處理、精加工全流程把控。
原料端:選用真空精煉、電渣重熔高純凈鋼錠,嚴格切除鋼錠冒口與底部雜質段,入庫先做原料探傷,原生缺陷超標毛坯直接淘汰,不從源頭留下隱患。
加熱端:采用梯度分段升溫,避免急速加熱產生熱應力裂紋;嚴格控制爐內氣氛,減少氧化脫碳與表層過燒;按材質設定合理保溫時間,保證內外溫度均勻、塑性一致。
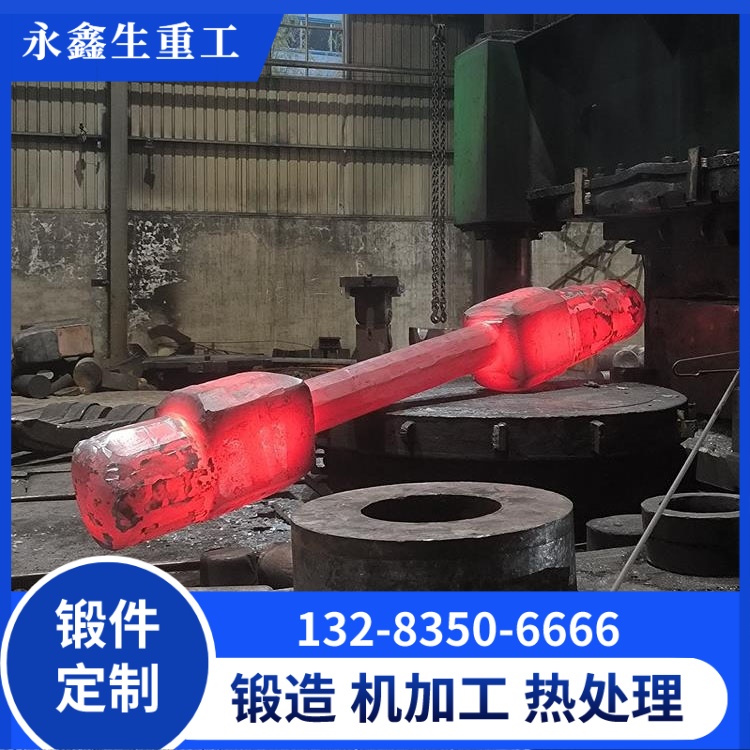
鍛造端:合理安排鐓粗、沖孔、擴孔、碾環工序,保證足夠鍛造比與壓下量,充分壓實中心疏松;清理毛坯表面毛刺、棱角,避免鍛造折疊;嚴控終鍛溫度,避開脆性溫區,防止形變裂紋產生。

熱處理端:厚壁大環件采用緩慢冷卻、分段淬火,避免溫差過大誘發延遲裂紋;淬火后及時回火釋放應力,降低殘余應力水平,杜絕后期自然開裂。
探傷管控端:堅持鍛造后、熱處理后、精加工后三次關鍵節點探傷,早發現、早隔離、早報廢,避免不合格工件繼續加工浪費成本,同時保證出廠產品零缺陷。
嚴格執行無損探傷標準、認清缺陷成因、全流程工藝規避,才能從根本提升環形鍛件成品合格率,保障設備運行安全,滿足重工、風電、壓力容器等高標準行業使用要求。
新聞中心
 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區

- 產品中心 product
- 直通車 Through train
- 新聞中心 News Center
- 關于我們 About us
- Copyright ?山西永鑫生重工股份有限公司 版權所有 備案號:晉ICP備12001636號