
 電話:13283506666
電話:13283506666 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區





 當前位置:
當前位置:
雙輪緣橋式起重機行車輪鍛件:材質選型與鍛造工藝優化解析
雙輪緣橋式起重機行車輪鍛件是重載橋式起重機行走系統的核心部件,其性能表現直接取決于材質選型的合理性和鍛造工藝的科學性。在重載、高頻、惡劣工況下,材質的力學性能和工藝的穩定性決定了鍛件的使用壽命、承載能力和運行安全性。本文將深入解析雙輪緣橋式起重機行車輪鍛件的材質選型原則與鍛造工藝優化方向,為行業生產和應用提供參考。
材質選型需遵循“適配工況、兼顧性能、經濟性”的核心原則,結合雙輪緣行車輪鍛件的受力特點和應用場景,合理選擇鋼材類型和熱處理方式。雙輪緣行車輪鍛件在工作過程中,主要承受垂直載荷、水平沖擊力、軌道摩擦磨損以及交變應力,因此材質需具備高強度、高韌性、高耐磨性和良好的抗疲勞性能,同時還要具備一定的可加工性和經濟性。

目前,行業內常用的雙輪緣行車輪鍛件材質主要分為三類:優質碳素結構鋼、合金結構鋼和滲碳鋼。優質碳素結構鋼以45#鋼、50Mn為主,此類鋼材價格低廉、來源廣泛,經過調質處理后,可獲得良好的強度和韌性,適用于中等載荷、中低頻率的重載場景,如普通重型車間的橋式起重機。合金結構鋼以40Cr、42CrMo為主,相較于優質碳素結構鋼,其合金元素含量更高,強度、韌性和耐磨性更優,經過調質處理后,抗拉強度可達800MPa以上,適用于高載荷、高頻次、強沖擊的惡劣工況,如冶金廠、港口碼頭的重載橋式起重機。滲碳鋼以20CrMnTi、20CrNiMo為主,通過滲碳淬火處理,輪面硬度可達到HRC58-62,具有極高的耐磨性和抗疲勞性能,適用于極端重載、高速運行的特殊場景,如大型鋼鐵企業的板坯起重機。

材質的熱處理工藝是提升鍛件性能的關鍵環節。對于優質碳素結構鋼和合金結構鋼,普遍采用調質處理(淬火+高溫回火),通過控制淬火溫度、保溫時間和冷卻速度,使鍛件獲得均勻的回火索氏體組織,兼顧硬度與韌性,避免出現淬火裂紋。對于滲碳鋼,需采用“滲碳-淬火-低溫回火”的工藝,滲碳層厚度控制在1.5-2.5mm,確保輪面具有極高的硬度,同時心部保持良好的韌性,能夠抵御沖擊載荷。此外,部分場景還會采用表面淬火工藝,如感應加熱表面淬火,進一步提升輪面硬度和耐磨性,延長鍛件使用壽命。

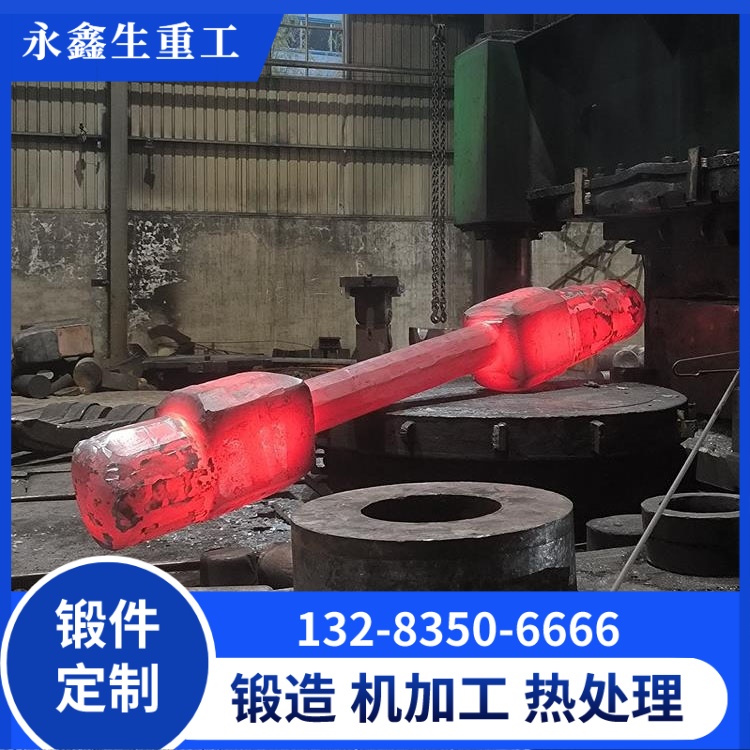
鍛造工藝的優化是解決鍛件內部缺陷、提升鍛件質量的核心手段。雙輪緣行車輪鍛件的傳統鍛造工藝存在內部疏松、晶粒粗大、尺寸精度低等問題,難以滿足重載工況的高要求,因此需要從加熱、鍛打、冷卻、精加工等環節進行優化。加熱環節,采用分段加熱工藝,將鋼坯從室溫逐步加熱至1100-1200℃,避免加熱速度過快導致鋼坯表面過熱、內部未熱透,確保鋼坯充分奧氏體化,提升鍛打效果。
鍛打環節,優化鍛打參數和鍛打方式,采用多道次模鍛,替代傳統的自由鍛,通過模具精準控制鍛件的形狀和尺寸,減少鍛件余量,提升尺寸精度;同時,增加鍛打次數,控制每道次鍛打變形量,使鋼坯內部組織充分細化,消除內部氣孔、夾雜等缺陷,提升鍛件的致密性和力學性能。冷卻環節,采用緩冷坑緩冷或等溫冷卻工藝,避免鍛件因冷卻速度過快產生內應力,防止出現裂紋、變形等問題,確保鍛件尺寸穩定。精加工環節,采用數控車床、磨床進行精密加工,控制輪徑、輪緣厚度、輪面平面度等關鍵參數的誤差在±0.05mm以內,確保車輪與軌道貼合緊密,減少運行過程中的摩擦和振動。
此外,鍛造過程中的質量檢測也不可或缺。通過超聲波檢測、磁粉檢測等無損檢測手段,及時發現鍛件內部的裂紋、夾雜等缺陷,不合格鍛件嚴禁出廠;同時,對鍛件的力學性能進行抽樣檢測,確保其硬度、抗拉強度、沖擊韌性等指標符合設計要求。通過材質選型的優化和鍛造工藝的升級,雙輪緣橋式起重機行車輪鍛件的質量和性能得到顯著提升,能夠更好地適配重載工況,為橋式起重機的安全、高效運行提供保障。
新聞中心
 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區

- 產品中心 product
- 直通車 Through train
- 新聞中心 News Center
- 關于我們 About us
- Copyright ?山西永鑫生重工股份有限公司 版權所有 備案號:晉ICP備12001636號