
 電話:13283506666
電話:13283506666 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區





 當前位置:
當前位置:
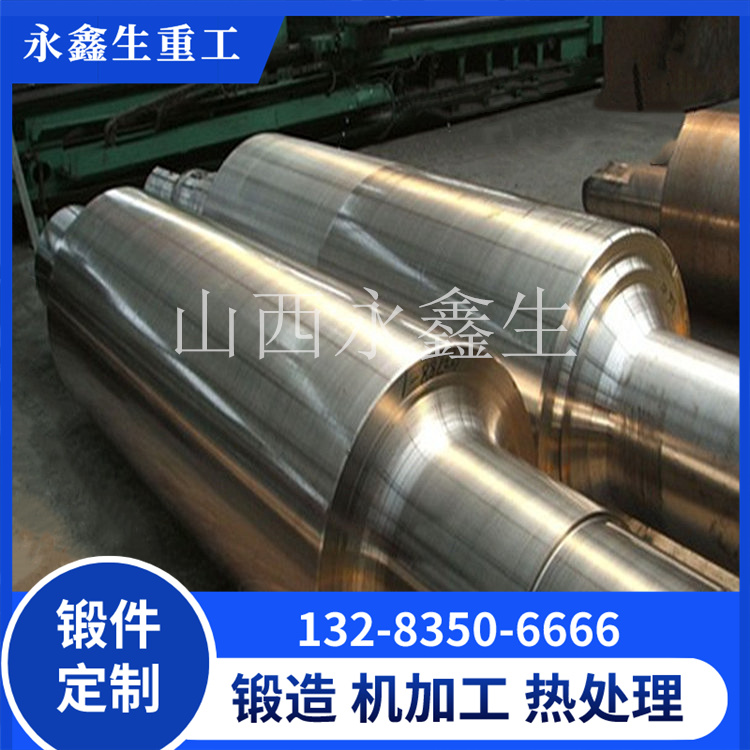
精密鍛造起重機行車輪鍛件的工藝要點——從坯料到成品的精密管控
精密鍛造起重機行車輪鍛件的品質,源于全流程的精密工藝管控。不同于普通鍛造工藝,精密鍛造起重機行車輪的生產的每一個環節,都需要嚴格控制工藝參數,精準把控細節,從坯料準備到成品出廠,形成一套完整的精密生產體系,才能確保最終產品的尺寸精度與力學性能達標,滿足起重機行車輪的嚴苛使用要求。
坯料準備是精密鍛造的基礎,也是確保產品精度的首要環節。精密鍛造起重機行車輪對坯料的純度、尺寸精度要求極高,需選用優質合金結構鋼,如42CrMo、34CrNiMo6等,原材料進場后需進行嚴格的化學成分分析、力學性能檢測與無損檢測,確保原材料無氣孔、夾雜、裂紋等缺陷。坯料鋸切下料時,需采用數控鋸切設備,嚴格控制鋸切公差,直徑≤500mm時公差控制在±0.5mm以內,直徑>500mm時公差不超過±1mm,同時對坯料表面進行打磨、除銹處理,去除氧化皮與毛刺,避免鍛造過程中產生裂紋,影響產品品質。此外,坯料還需經過真空脫氣處理,確保內部純凈度,氧含量≤12ppm、氫含量≤1.2ppm,消除帶狀偏析,為后續精密鍛造奠定基礎。

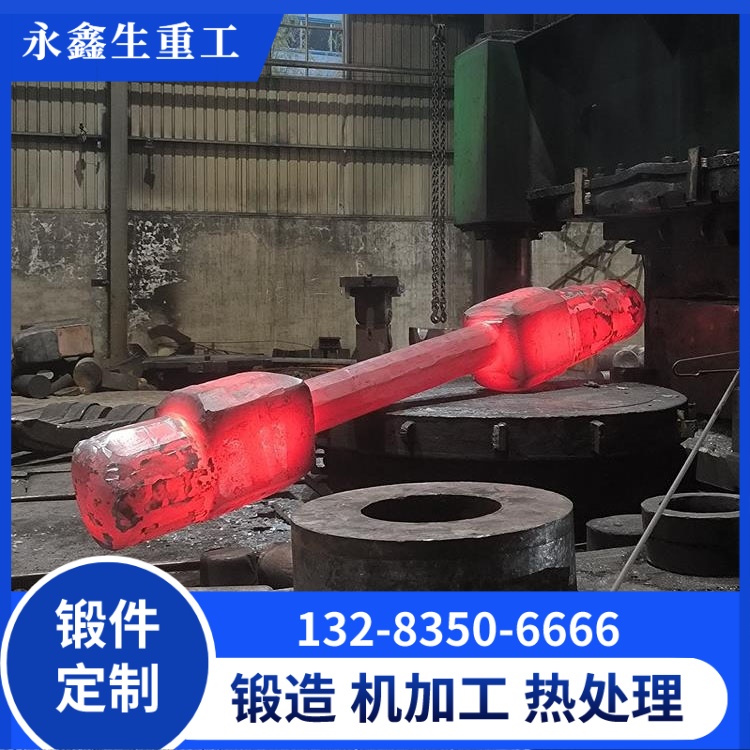
加熱環節的精密控制,是確保精密鍛造順利進行的關鍵。加熱的核心目標是提高坯料塑性,降低變形抗力,同時避免晶粒粗大、氧化燒損等問題。根據坯料材質的不同,精準控制加熱溫度與加熱速度,例如42CrMo材質坯料的加熱溫度控制在1080-1180℃,65Mn材質控制在1100-1200℃,加熱速度控制在5-8℃/min,采用分段加熱方式,確保坯料內外溫度均勻一致,溫差不超過20℃,避免局部過熱或溫度不均導致的鍛件缺陷,確保坯料塑性達到最佳狀態。

精密鍛造環節是決定產品尺寸精度與內部組織的核心。常用的精密鍛造方式包括精密模鍛、輾環鍛造等,其中精密模鍛憑借其尺寸精度高、成型效果好的優勢,廣泛應用于起重機行車輪鍛件的生產。鍛造過程中,需采用專用精密模具,模具精度控制在±0.05mm以內,同時嚴格控制鍛造比、變形速度與鍛造溫度,鍛造比不低于5.5,變形速度控制在0.1-0.3m/s,確保金屬坯料充分變形,晶粒細化均勻,金屬流線連續完整。此外,鍛造過程中需實時監測坯料的變形狀態,借助數字孿生系統映射鍛造溫度場與應力場,及時調整工藝參數,避免出現折疊、裂紋、尺寸偏差等問題。

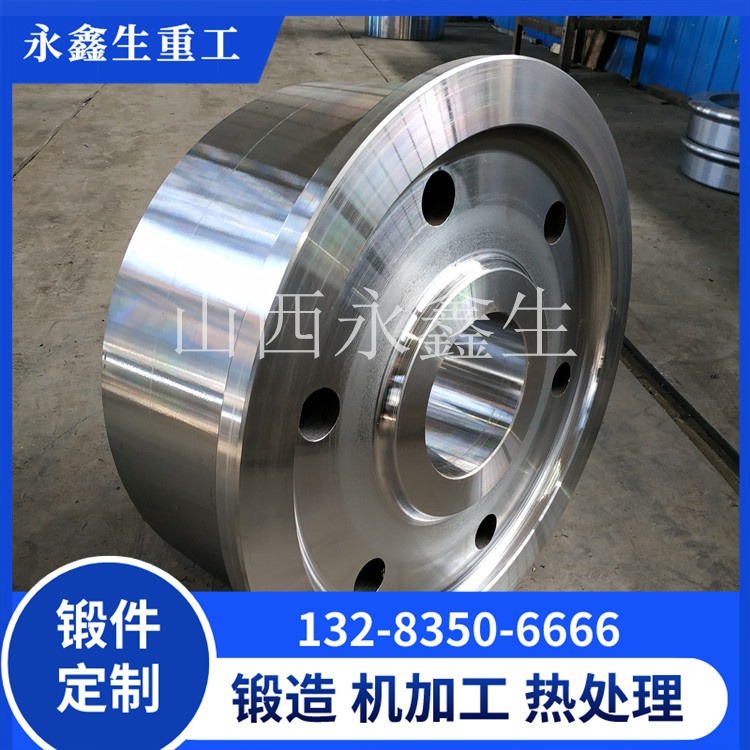
冷卻與熱處理環節的精密管控,是提升產品力學性能與尺寸穩定性的關鍵。鍛造后的行車輪鍛件需采用緩慢冷卻方式,冷卻速度控制在2-5℃/min,避免快速冷卻導致的內應力過大,產生裂紋。冷卻后,需進行調質處理與高頻淬火,調質處理溫度控制在820-860℃,保溫時間根據鍛件尺寸調整,確保內部組織均勻,實現強度與韌性的平衡;輪面采用高頻感應淬火工藝,加熱溫度控制在880-920℃,淬火時間精準控制在3-5s,形成5-8mm的梯度硬化層,表面硬度達HRC52-58,芯部硬度保持在HB280-320,既保證輪面的高耐磨性,又確保輪體的強韌性。
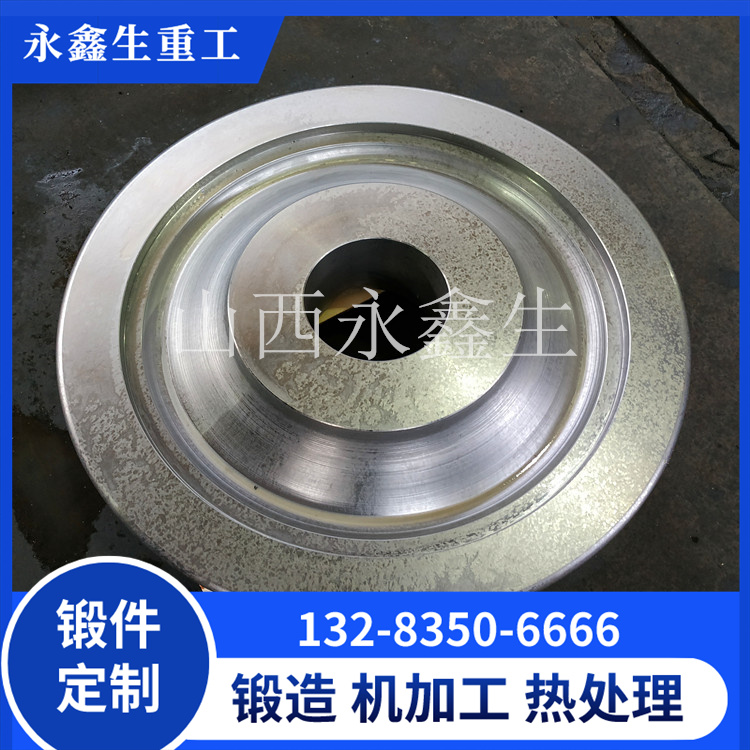
最后,機械加工與成品檢測環節,進一步保障產品的精密性。采用數控車床、臥式加工中心等精密加工設備,對鍛件的輪徑、輪寬、輪緣厚度、輪轂孔徑等關鍵尺寸進行精準加工,尺寸誤差控制在±0.03mm以內,表面粗糙度Ra≤0.8μm,同時通過激光測徑儀、三坐標測量儀等精密檢測設備,對產品尺寸與形位精度進行全面檢測,確保每一件產品都符合設計要求,最終交付合格的精密鍛造起重機行車輪鍛件。
新聞中心
 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區

- 產品中心 product
- 直通車 Through train
- 新聞中心 News Center
- 關于我們 About us
- Copyright ?山西永鑫生重工股份有限公司 版權所有 備案號:晉ICP備12001636號