
 電話:13283506666
電話:13283506666 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區





 當前位置:
當前位置:
合金錐形筒鍛件的模鍛工藝研究
下面永鑫生小編給大家介紹鋁合金錐形筒鍛件的模鍛工藝研究的過程,以及原工藝的弊端分析的特點。在過去錐形筒鋁合金鍛件一直用自由鍛工藝來生產,即在水壓機上進行鐓粗-拔長-鐓粗-拔長,然后進行機械加工到符合供貨條件。采用自由鍛工藝生產此種鍛件,機械加工量很大,金屬浪費嚴重,消耗大量的人力。同時,由于需要大量的機加工,使生產率不能提高。因此,力求摸索一套既能減少金屬消耗,又能提高生產率的生產工藝。采用模鍛工藝生產此種產品可以減少金屬的機械加工量,節約大量金屬,同時減少生產時間,提高生產效率,工人的勞動強度也大大減少。

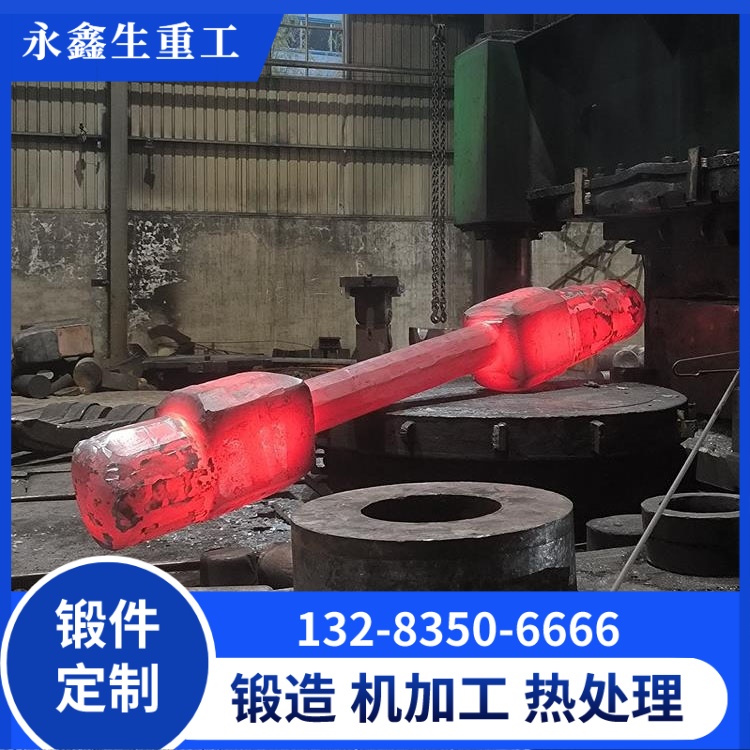
1 原生產工藝
筒鍛件以前一直采用自由鍛造+機械加工的生產方式,生產工藝為:
(1)備料:Υ350 mm×900 mm 毛料。
(2)鍛造:在平砧上進行三次鍛造,鍛至Υ490+ 10mm× 4200+10 mm,保證端頭的直徑。
(3)加熱后鍛造:用拔長模拔
(4)切料:切兩端頭,先切小端頭,切盡縮孔。
2 原工藝的弊端分析
(1)生產效率低
原工藝要經過多次鍛打、拔長,還需要鋸切、車削工序相配合,從鍛造到機械加工成最終成品的生產周期長。
(2)成品率低
原工藝要經過大量的切削加工,鋁屑成為廢料。由圖 1 的最終產品尺寸可計算出成品實體部分的體積 V實=π460×(1012+232. 52+101× 232. 5)/3-π 340×(722+ 1752+ 72× 175)/3= 25029304. 29 mm 3;V實/[π460(1012+232. 52+ 101 × 232. 5)/3]= 59%,可見實體部分的體積超過總體積的 1/2。
計算成品率:成品質量/毛料質量= 25029304×2. 73/(π350 2× 900/4 )× 2. 73 ≈29%。

(3)機械加工難度大
產品外形是錐形面,機械加工時需先做工藝臺,費時費力,如果外委加工,則要支付大量的機加工費用(一件約需 500 元),使得生產成本高。
基于上述原工藝的弊端,采用模壓工藝生產鋁合金錐形筒鍛件。
綜上所述,可以看出采用模鍛工藝生產鋁合金錐形筒鍛件,不僅成品率大大提高,而且產品具有良好的力學性能,生產周期也縮短了很多,經濟效益大幅度提高。因此,本文所確定的模鍛工藝是切實可行的。
新聞中心
 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區

- 產品中心 product
- 直通車 Through train
- 新聞中心 News Center
- 關于我們 About us
- Copyright ?山西永鑫生重工股份有限公司 版權所有 備案號:晉ICP備12001636號